By Admin
CAM
3DPROFILE creates data which are used for machining along 3D profile lines/curves of a press die with the trimming blade, and for machining an undercut section.
It creates paths that enable a tool blade to cut without causing interference against any portions of modelled shapes or a Structure.
The prevention of interference used to be an issue in the manufacturing field. (Note that a Structure refers to a ferrous die for accepting a press die 'Insert'.)
Fetures
- Machining through the use of a Tool Side (of Specified Portions)
Paths for performing contour machining with a trimming blade can be created through the use of the side of tool.
- Finish machining is enabled by using the capability of correcting the use of tool diameter. Also, paths that fit individual machining requirements such as of reducing stress on tools can be created.
- Parts that have been left uncut during the previous machining can be automatically detected, and paths for specifically machining them can be created.
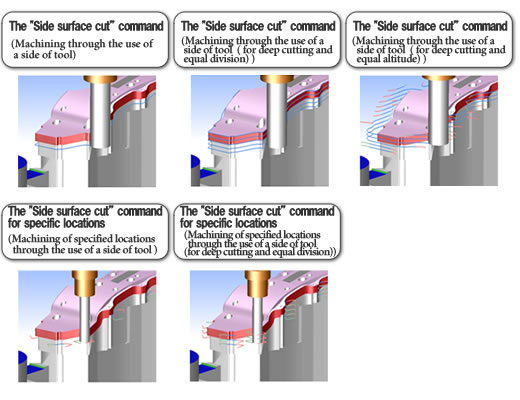
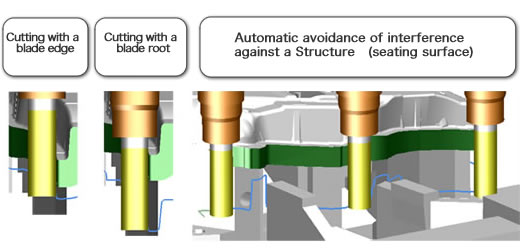
- Machining or machining of specific locations through the use of a side of tool promises high quality machining. Due to the use of the root side of tool, any oscillation and deflections of tool can be avoided to ensure a high quality contour machining.
Also, safe paths that can automatically avoid interference against the shapes of products or a Structure (ferrous die of accepting a press die 'Insert') can be created.
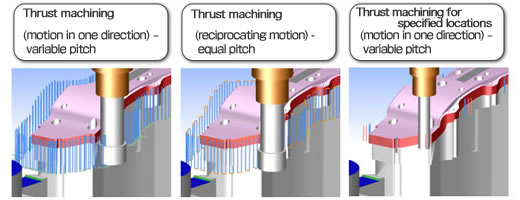
- Thrust Machining (of Specified Portions)
Paths to perform Thrust Machining with a trimming blade are created through the use of Vertical Tools.
- It is possible to create paths that fit the specifications of machining through the use of options of blade’s motion (one-direction motion or reciprocating motion) and pitch (fixed or variable).
- The altitude where machining starts can be calculated on the basis of understanding the size of a Structure. Thus, paths can be created without waste.
- Portions that have been left uncut during the previous run of machining can be automatically detected, and paths for specifically machining them can be created.
- Machining of Undercut Portions (of Specified Portions)
A path for machining an undercut section where it is as wide as a trimming blade can be created, provided that the blade position of undercut machining tool is controlled.
- Finish machining is enabled by using the capability of correcting a tool diameter. Also, paths that fit individual machining requirements can be created such as one capable of reducing stress on tools.
- Parts that have been left uncut during the previous machining can be automatically detected, and paths for specifically machining them can be created.
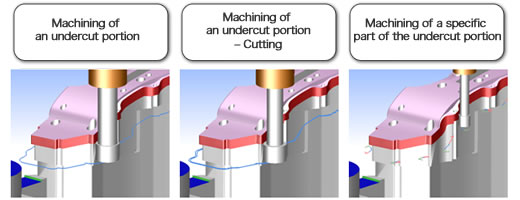
- Thrust Machining (of Specified Portions) of Undercut Portions
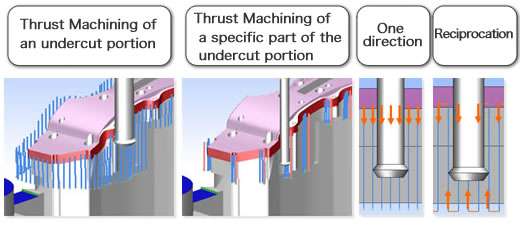
The machining methods create a path that enables the use of an undercut machining tool without causing interference against the trimming blade. The path continues to be as wide as the width of trimming blade. The path also supports re-iteration of a thrust machining of undercut portions.
- Machining paths can be created without waste by specifying end lines to control the end height and indicating reiteration of vertical movement.
- Parts that have been left uncut during the previous machining can be automatically detected, and paths for specifically machining them can be created.
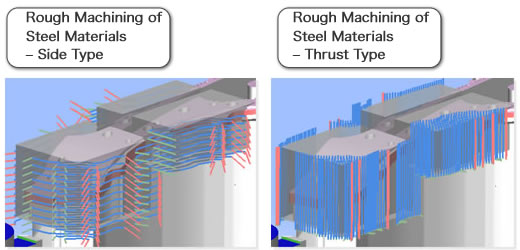
- Rough Machining for Steel Materials
Paths for roughly machining steel materials can be created by executing the command for machining contours or Thrust machining.
- The commands enable users to specify multiple steel materials by considering their various heights.
- Paths can be created by combining those for machining portions of steel materials and those for machining along profile lines.
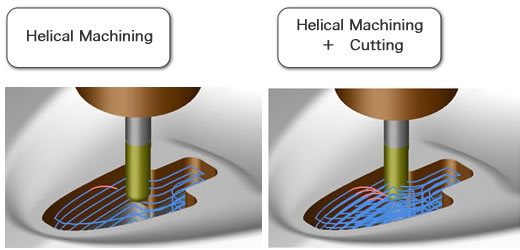
Paths for performing helical machining for long holes or anomalous holes can be created in accordance with the outlines of holes.
- Unicursal paths for Deep Cut machining for closed areas such as long holes can be created.
- The efficiency of machining is improved if helical machining is operated in combination with cutting in the tool diameter direction.
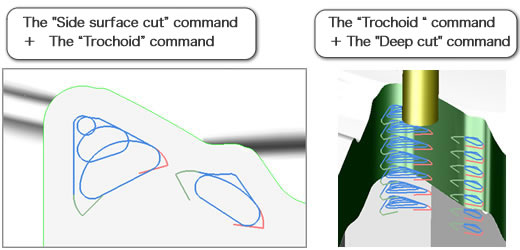
The capability of trochoid machining has been provided in order to decrease the tool load of cutting corners.
- Trochoid machining reduces stress on a tool and stabilizes feeding speed, when executing the "Side surface cut" command (for specified locations) or the "Thrust machining" command (for specified locations) in order to machine corner sections.
Check functions have been provided in order to prevent machining troubles such as tool breakage.
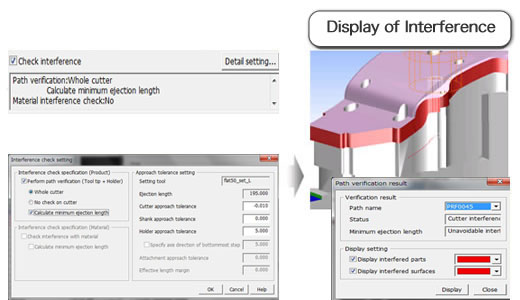
Interference Check
Interference can checked between a tool (blade edge or tool holder) and a model surface or a seat surface when paths are created. Safe paths without tool interference can be automatically created; it is a man-saving process.
If any interference is caused around a tool holder, an optimum (shortest) ejection length of the tool is calculated.
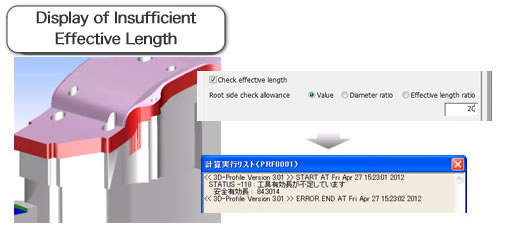
Check of Tool Effective Length
A tool breakage can be prevented by comparing the effective cutting length of a blade against the width of cut. A shorter effective length than the width of cut will cause a tool breakage.
In this case, the necessary effective length (safe effective length) is calculated.
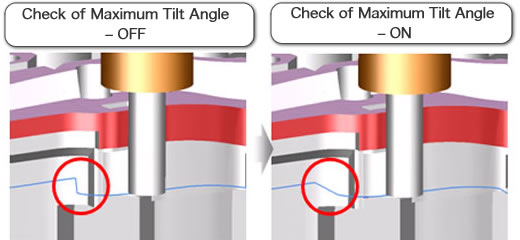
Check of Maximum Tilt Angle
This function prevents a machining tool from suffering a surge of stress due to a rapid change in angle of the titling areas where it is operated.
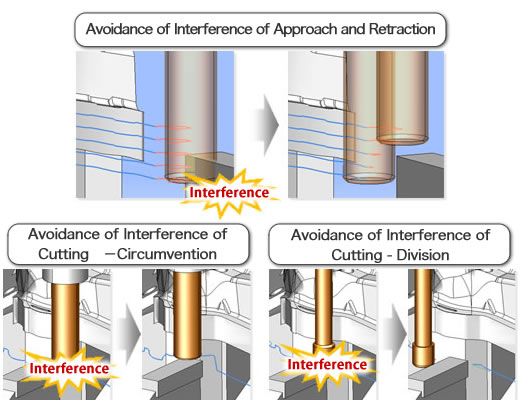
- Automatic Avoidance of Interference
This automatically avoids interference between a product and a tool.
- If the blade's motions of approach and retraction cause interference, parameters are automatically adjusted in order to enable the motions without interference.
- If a path for cutting motions causes interference, another path without interference is created by circumventing the obstacles or dividing the path.
Share this





 TH
TH IN
IN VN
VN